Hable directamente con nuestro director comercial antes de irse. Podemos ayudarle a analizar su mercado objetivo, la categoría de película, sus necesidades de muestras y el plan de suministro OEM/ODM.
Distribuidoras cinematográficas y mayoristas
Instaladores de láminas tintadas y de protección de pintura (PPF)
Concesionarios de automóviles
Empresas especializadas en la instalación de láminas para ventanas comerciales
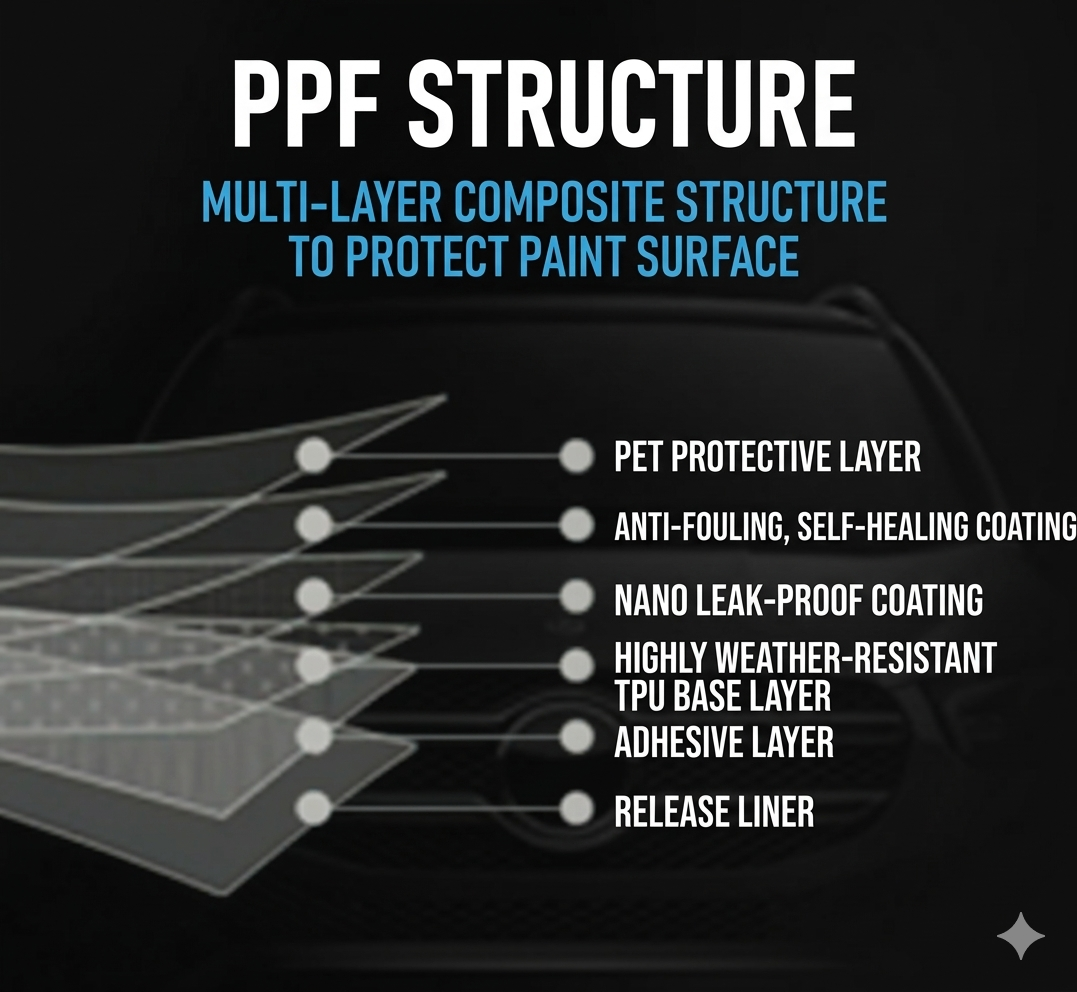
Sistemas adhesivos PPF: Cómo especificar los límites de adherencia, desprendimiento y residuos - 2026
Adhesivo PPF
He visto cómo un pedido de reelaboración de $40 000 se remontaba a un solo número que faltaba.
Índice
No fue un lote defectuoso. No se cambió de proveedor. No fue una técnica de instalación incorrecta. Una especificación de adherencia que faltaba: una cifra que todas las partes del contrato de suministro daban por hecho que existía por escrito en algún lugar, pero que no existía. El adhesivo rendía en el límite inferior de lo que el fabricante consideraba aceptable. El instalador lo consideró un defecto. El mayorista se vio atrapado entre dos partes con definiciones diferentes de lo que era “correcto” y sin ningún documento que resolviera la ambigüedad.
Esa situación se repite a lo largo de toda la cadena de suministro de PPF y láminas para ventanas con más frecuencia de la que nadie quiere admitir públicamente. Y, sinceramente, creo que la razón por la que persiste es que las especificaciones de los adhesivos son un terreno delicado: obligan a los proveedores a comprometerse con cifras que preferirían mantener en la vaguedad, y exigen a los compradores invertir tiempo por adelantado en una conversación técnica que parece que podría esperar hasta que realmente surja un problema.
No hay tiempo que perder. Para cuando surja el problema, ya no habrá margen de maniobra.
Por qué las especificaciones de los adhesivos siguen siendo imprecisas — y a quién beneficia eso
Esta es la cruda realidad: las expresiones vagas sobre la adhesión que aparecen en la ficha técnica de un producto casi siempre benefician más al proveedor que al comprador. “Excelente adhesión”. “Reposicionable sin dejar residuos”. “Fuerte adherencia inicial”. Estas frases se encuentran en una zona gris en la que el proveedor puede enviar casi cualquier cosa y, técnicamente, afirmar que cumple con los requisitos, ya que el cumplimiento nunca se definió en función de una medida concreta.
Por su parte, el equipo de instalación del comprador está comparando el rendimiento real con un modelo mental de lo que significan los términos “excelente” y “reposicionable”, un modelo mental basado en su experiencia con cualquier lámina que hayan utilizado anteriormente. Una composición química del adhesivo diferente. Un perfil de adherencia diferente. Un resultado diferente. Las mismas especificaciones indefinidas.
Según Biblioteca de metodologías de ensayo publicadas por ASTM International, El rendimiento de los adhesivos sensibles a la presión se puede medir a través de al menos seis parámetros independientes —adhesión al desprendimiento, adherencia inicial, resistencia al cizallamiento, fuerza de desprendimiento, residuos y compatibilidad con la superficie—, cada uno con su propio procedimiento de ensayo y su propio resultado numérico. La industria dispone de las herramientas necesarias para especificarlos todos. La mayoría de las fichas técnicas de los productos no especifican ninguno de ellos. Esa laguna es donde se va el presupuesto destinado a las repeticiones.
La fuerza de adherencia: el valor más malinterpretado en las especificaciones de los adhesivos
La adherencia inicial es la propiedad de contacto inmediato: la formación instantánea de la unión cuando el adhesivo entra en contacto con un sustrato bajo una ligera presión, antes de que comience el proceso completo de curado. Determina la capacidad de reposicionamiento durante la instalación, la fijación inicial en geometrías complejas y si la lámina se desliza, se adhiere o se despega durante el proceso de aplicación en húmedo.
Sin embargo, la adherencia no es un valor numérico único. Se trata de una medida que depende en gran medida del método de ensayo, el sustrato, la temperatura y el tiempo de exposición; y precisamente por eso, la indicación de “buena adherencia” en una ficha técnica carece de sentido práctico si no va acompañada de un protocolo de ensayo.
Los dos métodos estándar para medir la adherencia inicial en los sistemas PSA son la norma ASTM D2979 (adherencia inicial de los adhesivos sensibles a la presión mediante un equipo de sonda invertida) y la norma PSTC-6 (ensayo de adherencia por bucle). Miden aspectos diferentes. La norma ASTM D2979 mide la adherencia de la sonda: la adhesión rápida bajo una fuerza de contacto y un tiempo de contacto definidos. La prueba de adherencia por bucle mide la fuerza necesaria para separar un bucle de película de un sustrato tras un breve contacto. El mismo adhesivo. Valores de adherencia diferentes. Y si se comparan los datos de los proveedores entre distintos métodos —algo que nadie afirma explícitamente que esté haciendo—, se están comparando cifras que no se corresponden.
Para Película TPU transparente de protección de la pintura En aplicaciones en las que la técnica de instalación en húmedo requiere que la lámina se deslice libremente sobre el sustrato antes de alisarla con la rasqueta, la adherencia inicial en el rango de 200-400 g/25 mm (PSTC-6, sustrato de poliuretano termoplástico, 23 °C) es el margen que permite un reposicionamiento limpio sin que la lámina se adhiera prematuramente. Por encima de ese rango, tendrá que luchar con la lámina durante el posicionamiento. Por debajo de él, la lámina no mantendrá la posición durante la aplicación con la rasqueta en curvas complejas. Ese rango —de 200 a 400— debe figurar en la especificación escrita, indicando el método y el sustrato, antes de que se envíe el primer rollo.
Rendimiento del papel protector: la variable que nadie tiene en cuenta hasta que falla
El papel protector —el soporte de papel o película recubierto de silicona que protege la capa adhesiva antes de la instalación— es el componente al que menos importancia se le da en todo el sistema adhesivo del PPF. Y, según mi experiencia, genera una proporción desproporcionada de quejas relacionadas con la instalación en comparación con la atención que se le presta en las conversaciones sobre la adquisición.
La fuerza de desprendimiento es la propiedad cuantificable que determina cómo se separa el papel protector del adhesivo durante la instalación. Si es demasiado alta, el revestimiento arrastra la lámina fuera de su posición al despegarla, lo que introduce tensión en un panel que acababa de colocarse correctamente. Si es demasiado baja, el revestimiento se desprende espontáneamente durante la manipulación, el adhesivo entra en contacto con superficies con las que no debería, y la instalación se ve comprometida antes de que comience el trabajo con la espátula.
La prueba estándar es la PSTC-3 (desprendimiento a 180° a 300 mm/min, sobre sustrato de acero inoxidable o película). Para aplicaciones de láminas en automoción, el rango de fuerza de desprendimiento aceptable suele ser de 10-40 g/25 mm a 23 °C, un rango que permite una retirada limpia y controlada del soporte sin desplazamiento de la lámina. Pero aquí está la variable que rompe esta especificación en la práctica: la temperatura. La fuerza de desprendimiento en los sistemas de soporte a base de silicona aumenta significativamente a bajas temperaturas.La misma junta, dos temperaturas, dos comportamientos radicalmente diferentes.
20 g/25 mm a 23 °C. Se despega sin problemas, sin complicaciones. El mismo revestimiento a 10 °C —una mañana típica de noviembre en Canadá— y ya se necesitan 45 g/25 mm. La lámina se desplaza. El adhesivo se contamina. El instalador lo achaca a un defecto del producto. Nadie comprueba la temperatura esa mañana.
El negro piano empeora las cosas. Mucho más.
El film transparente perdona muchas imperfecciones. El negro piano no perdona nada. Cualquier microtensión en la interfaz entre el adhesivo y el film durante la retirada del papel protector —una tensión que no se ve, no se nota y no se puede medir sin el instrumento adecuado— se manifiesta como imperfecciones en la textura de la superficie bajo una iluminación direccional tras la instalación. Es el tipo de cosa que un cliente nota inmediatamente bajo la luz de un escaparate y que no se puede justificar.
Las especificaciones requieren una medición de la fuerza de desprendimiento a baja temperatura. Y si tu gama de productos incluye el acabado «piano black», es necesario especificar por separado el comportamiento de desprendimiento del revestimiento, ya que las consecuencias ópticas en ese acabado son totalmente diferentes a las de la película transparente.
Límites de residuos: la especificación que protege tu garantía
Los residuos de adhesivo —el material que queda en la superficie del sustrato tras retirar la lámina— son el punto en el que las especificaciones del adhesivo pasan a ser una cuestión legal y de garantía, más allá de una mera cuestión de rendimiento. Y la reticencia generalizada del sector a establecer por escrito límites de residuos es, en mi opinión, una de las prácticas con menos visión de futuro desde el punto de vista comercial en el ámbito de las láminas autoadhesivas.
Los ensayos de residuos se realizan según la metodología de la norma ASTM D6252 o PSTC-14: la película se aplica a un sustrato estándar, se deja reposar en condiciones definidas (normalmente 72 horas a 23 °C, 50% de humedad relativa, seguido de un baño a temperatura elevada a 70 °C durante 24 horas para simular el envejecimiento acelerado), y a continuación se retira y se examina el sustrato bajo iluminación estandarizada para detectar la transferencia de adhesivo. El resultado es categórico: sin residuos, residuos ligeros, residuos moderados, residuos abundantes; y para aplicaciones automovilísticas de alta gama, la especificación debe exigir “sin residuos” en todas las condiciones de exposición estándar.
Pero la variable que la mayoría de los análisis de residuos pasan por alto es el comportamiento a largo plazo. Una lámina que supere una prueba de residuos de 72 horas puede fallar tras tres años de exposición al aire libre en un vehículo, ya que la exposición a los rayos UV, los ciclos térmicos y la migración de plastificantes (especialmente en las láminas a base de PVC) alteran la composición química del adhesivo con el paso del tiempo. El Protocolo de envejecimiento acelerado por radiación UV según la norma ASTM G154 — Un mínimo de 1000 horas para aplicaciones en exteriores de vehículos — debe figurar en la especificación de residuos, no solo en la prueba de exposición inicial. Cualquier proveedor de láminas que no incluya datos sobre residuos tras la exposición a los rayos UV en su paquete de control de calidad te está dando la cifra más sencilla y ocultando la más relevante.
Para película PPF de color En las aplicaciones, el comportamiento de los residuos sobre las superficies pintadas bajo la película es especialmente crítico: las láminas protectoras de pintura (PPF) de color suelen retirarse y sustituirse cuando el cliente desea cambiar el acabado, y los residuos de adhesivo que quedan en la superficie pintada al retirarlas suponen un coste directo para la siguiente instalación. Especifíquelo. Por escrito. Adjuntando un método de ensayo.
Pruebas de compatibilidad de superficies: el paso de preselección que la mayoría de los mayoristas se saltan
He observado repetidamente un problema que se da en redes de distribución que, por lo demás, llevan a cabo operaciones profesionales: una lámina que funciona a la perfección en el 95 % de los tipos de sustrato del mercado falla con una formulación de pintura específica de un fabricante de equipos originales, y nadie se da cuenta hasta que el instalador se encuentra in situ con un vehículo cuyo valor supera con creces el del contrato de la lámina.
Las pruebas de compatibilidad de superficies son el paso de precalificación que evita que esto ocurra. También es el paso que la mayoría de los mayoristas se saltan, ya que requiere tiempo, muestras de sustrato y un protocolo documentado que aún nadie ha elaborado.
El procedimiento estándar consiste en aplicar la lámina a un panel del sustrato de destino (pintura OEM, vidrio, revestimiento de fibra de carbono, lámina para eliminar el cromado —sea cual sea la superficie de aplicación—), dejarla reposar durante 24 horas a 23 °C y, a continuación, evaluar la adhesión, la reposicionabilidad y los residuos según los métodos descritos anteriormente. Para aplicaciones en vehículos de gama alta, prolongue el tiempo de reposo a 30 días y añada una prueba de ciclos térmicos (10 ciclos de -20 °C a 70 °C) antes de la evaluación de residuos. Ese protocolo detecta los fallos de compatibilidad que se pasan por alto en las pruebas de 24 horas.
Norma D3330 de ASTM International sobre la adhesión por pelado proporciona la metodología de referencia para la medición de la adhesión específica del sustrato: el valor que se busca en las superficies de acabado de los fabricantes de equipos originales (OEM) del sector automovilístico suele ser de 8-20 N/25 mm en un ensayo de desprendimiento a 180°, a 300 mm/min. Por debajo de 8, la película no mantendrá la adhesión en superficies verticales sometidas a ciclos térmicos. Por encima de 20, la eliminación sin residuos deja de ser fiable en formulaciones de pintura más blandas.
Un análisis de la gestión de la calidad realizado en 2023 por ASQ (Sociedad Americana para la Calidad) Se constató que los conflictos relacionados con la compatibilidad de superficies en aplicaciones de películas y recubrimientos se resolvían 68% más rápido cuando se disponía de datos de pruebas de precalificación que cuando la compatibilidad se daba por sentada basándose únicamente en la categoría del producto. Los datos de precalificación no solo sirven para prevenir fallos, sino que también constituyen una ventaja a la hora de resolver conflictos cuando, a pesar de todos los esfuerzos, algo sale mal.
Especificaciones del adhesivo PPF: Tabla de referencia de umbrales de rendimiento
Parámetro
Método de ensayo
Rango aceptable (protección de pintura para automóviles)
Señal de alerta
Adherencia inicial (23 °C)
PSTC-6, sustrato de acero inoxidable
200–400 g/25 mm
500 g/25 mm
Adhesión al desprendimiento (180°, 24 h)
ASTM D3330
8–20 N/25 mm
<6 N/25 mm (riesgo de levantamiento)
Fuerza de liberación (23 °C)
PSTC-3, 300 mm/min
10–40 g/25 mm
>50 g/25 mm
Fuerza de liberación (5 °C)
PSTC-3, 300 mm/min
15–55 g/25 mm
>65 g/25 mm
Residuos (permanencia de 72 horas)
ASTM D6252
Sin transferencia
Cualquier residuo visible
Residuo (tras el envejecimiento por UV)
ASTM G154 + D6252
Sin transferencia
Cualquier residuo visible
Resistencia al cizallamiento
ASTM D3654
>10 000 min a 1 kg
<5 000 min
Compatibilidad con superficies
Norma ASTM D3330 sobre pintura OEM
8–20 N/25 mm
22 N/25 mm
Estos rangos constituyen umbrales de referencia para los protectores de pintura (PPF) de TPU alifático estándar aplicados sobre sustratos de automoción. Las aplicaciones especiales —superficies texturizadas, pintura mate, fibra de carbono— requieren pruebas de compatibilidad independientes con respecto a estos valores de referencia, en lugar de partir de la suposición de que son equivalentes.
A Análisis de 2023 sobre la resolución de conflictos en la cadena de suministro citado en la cobertura de Bloomberg sobre el sector manufacturero Se constató que los litigios sobre el aspecto y la adherencia en el sector de las láminas para automóviles que llegaron a un arbitraje formal tardaron una media de 8,3 meses en resolverse cuando la documentación era informal, frente a los 2,1 meses que se tardó cuando ambas partes contaban con documentos de especificaciones firmados y controlados en cuanto a sus revisiones, en los que se indicaban los métodos de ensayo. Son seis meses de capital circulante inmovilizado en una disputa que un documento podría haber evitado o resuelto en cuestión de semanas.
Preguntas frecuentes sobre el adhesivo PPF
¿Qué es una especificación de adhesivo para PPF y por qué es importante?
Una especificación de adhesivo para láminas protectoras de pintura (PPF) es un documento escrito y firmado por ambas partes que define umbrales de rendimiento cuantificables —incluida la adherencia inicial en g/25 mm según la norma PSTC-6, la resistencia al desprendimiento en N/25 mm según la norma ASTM D3330, la fuerza de desprendimiento según la norma PSTC-3, y los resultados de residuos según la norma ASTM D6252— para el sistema adhesivo sensible a la presión de una lámina protectora de pintura, lo que proporciona criterios de aceptación exigibles que tanto el proveedor como el mayorista pueden comprobar de forma independiente para resolver disputas de instalación sin ambigüedades. Sin umbrales numéricos específicos y métodos de ensayo designados, las afirmaciones sobre el rendimiento del adhesivo que figuran en las fichas técnicas de los productos son legalmente inaplicables y comercialmente inútiles en contextos de disputa.
¿Cómo se mide la adherencia en los sistemas adhesivos de PPF?
La adherencia inicial en los sistemas adhesivos PPF se mide utilizando la norma ASTM D2979 (método de sonda, que mide la adherencia por contacto rápido bajo una fuerza de contacto y un tiempo de contacto definidos, en gramos por 25 mm) o la norma PSTC-6 (método de adherencia en bucle, que mide la fuerza de separación tras un breve contacto con el sustrato), requiriendo ambos métodos la especificación del material del sustrato, la temperatura de ensayo y las condiciones de contacto, ya que los valores de adherencia difieren significativamente entre los métodos y no pueden compararse sin confirmar el protocolo utilizado.
¿Qué especificación de fuerza de desprendimiento es la adecuada para el PPF de automoción?
La fuerza de desprendimiento adecuada para los sistemas de revestimiento de PPF para automoción es de 10-40 g/25 mm a 23 °C según la norma PSTC-3 (despegado a 180° a 300 mm/min), un rango que permite una retirada controlada y estable del soporte sin que se produzca un desprendimiento espontáneo durante la manipulación ni una resistencia excesiva que desplace la lámina colocada durante la instalación. Para las redes de distribución que abarcan mercados con temperaturas de instalación habitualmente inferiores a 15 °C, se requiere una medición complementaria de la fuerza de desprendimiento a baja temperatura a 5 °C, con un rango aceptable de 15-55 g/25 mm, ya que los sistemas de revestimiento a base de silicona aumentan significativamente la fuerza de desprendimiento a bajas temperaturas de formas que la especificación a temperatura ambiente no recoge.
¿Cómo deben especificarse los límites de residuos de adhesivo para el PPF?
Las pruebas de compatibilidad de superficies no son complicadas. Basta con aplicar la lámina sobre el sustrato real —pintura original del fabricante, cristal, superficies sin cromado, fibra de carbono—, dejarla reposar y, a continuación, comprobar la adherencia al despegado (ASTM D3330), los residuos (ASTM D6252) y la reposicionabilidad antes de que el producto llegue al vehículo del cliente. La investigación de ASQ de 2023 reveló que las disputas sobre compatibilidad se resolvían 681 veces más rápido cuando existían datos de precalificación. No es una cifra insignificante.
La mayoría de los mayoristas se saltan este paso. Luego se dan cuenta del problema al instalarlo en un vehículo $200.000.
Hay tres cosas que reducen rápidamente los costes de reelaboración. Establezca especificaciones de referencia —adherencia inicial, fuerza de desprendimiento, adherencia al desprendimiento, residuos— antes de que se envíe la primera remesa, no después de recibir la primera queja. Exija a su proveedor datos de ensayo a nivel de lote, no medias por referencia de producto, ya que las medias ocultan la variación que provoca instalaciones inconsistentes. Y compruebe la compatibilidad de superficies en cada nueva categoría de sustrato antes de su entrada en el mercado. ASTM D3330 a 180° de desprendimiento. Fíjese como objetivo 8–20 N/25 mm en la capa superior de automoción. Fuera de ese rango, se producirá desprendimiento o quedarán residuos al retirar el producto.
Los límites de residuos de adhesivo para el PPF deben especificarse como “sin transferencia visible” según la metodología de la norma ASTM D6252, tras un periodo de reposo estándar de 72 horas a 23 °C y 50 % de humedad relativa, y una secuencia de envejecimiento acelerado —normalmente a 70 °C durante 24 horas para simular la exposición térmica, seguida de 1000 horas de envejecimiento por UV según la norma ASTM G154—, ya que las pruebas iniciales de residuos a las 72 horas suelen dar el visto bueno a productos que fallan en condiciones reales de exposición de 2 a 3 años al aire libre en el sector de la automoción, especialmente en sistemas adhesivos a base de PVC, donde la exposición a los rayos UV altera la composición química del adhesivo de formas que las pruebas a corto plazo no revelan. ¿En qué consisten las pruebas de compatibilidad de superficies para adhesivos PPF y por qué son importantes?
¿En qué consisten las pruebas de compatibilidad de superficies para el adhesivo PPF y por qué son importantes?
Las pruebas de compatibilidad de superficies para el adhesivo de las láminas protectoras de pintura (PPF) constituyen un protocolo de precalificación en el que se aplica la lámina a sustratos específicos —formulaciones de pintura de fabricantes de equipos originales, vidrio, láminas para eliminar el cromado, envolturas de fibra de carbono— y mide la adhesión al desprendimiento según la norma ASTM D3330, los residuos según la norma ASTM D6252 y la reposicionabilidad tras condiciones de reposo definidas, antes de que la lámina entre en un mercado o categoría de aplicación, con el fin de identificar fallos de adhesión específicos del sustrato antes de que lleguen a los vehículos de los clientes, en lugar de descubrirlos durante la instalación. La investigación sobre gestión de la calidad de ASQ de 2023 reveló que las disputas sobre compatibilidad se resolvían 68% más rápido cuando existían datos de precalificación, en comparación con la compatibilidad asumida únicamente a partir de la categoría del producto.
¿Cómo puedo reducir los costes de reelaboración mediante una mejor especificación del adhesivo PPF?
Para reducir los costes de reelaboración de PPF mediante la especificación del adhesivo, es necesario seguir tres pasos sucesivos:
En primer lugar, establezca por escrito unas especificaciones de referencia que incluyan la adherencia inicial, la fuerza de desprendimiento, la adherencia al desprendimiento y los residuos antes de que se envíe el primer lote de producción, y no después de recibir la primera queja; en segundo lugar, solicite a su proveedor datos de ensayo a nivel de lote para cada parámetro, según los métodos ASTM o PSTC especificados, ya que los promedios a nivel de SKU ocultan la variación entre lotes que da lugar a un rendimiento de instalación inconsistente; en tercer lugar, realice una precalificación de compatibilidad de superficies para cualquier nueva categoría de sustrato antes de su pleno despliegue en el mercado, utilizando la metodología de desprendimiento ASTM D3330 a 180° para confirmar que el rango de adhesión se encuentra dentro del intervalo de 8-20 N/25 mm adecuado para las superficies de capa superior de automoción.