Перед уходом поговорите напрямую с нашим директором по продажам. Мы поможем вам проанализировать целевой рынок, категорию продукции, потребности в образцах, а также план поставок по схеме OEM/ODM.
Клеевые системы PPF: как определять пределы адгезии, отрыва и остаточного слоя — 2026
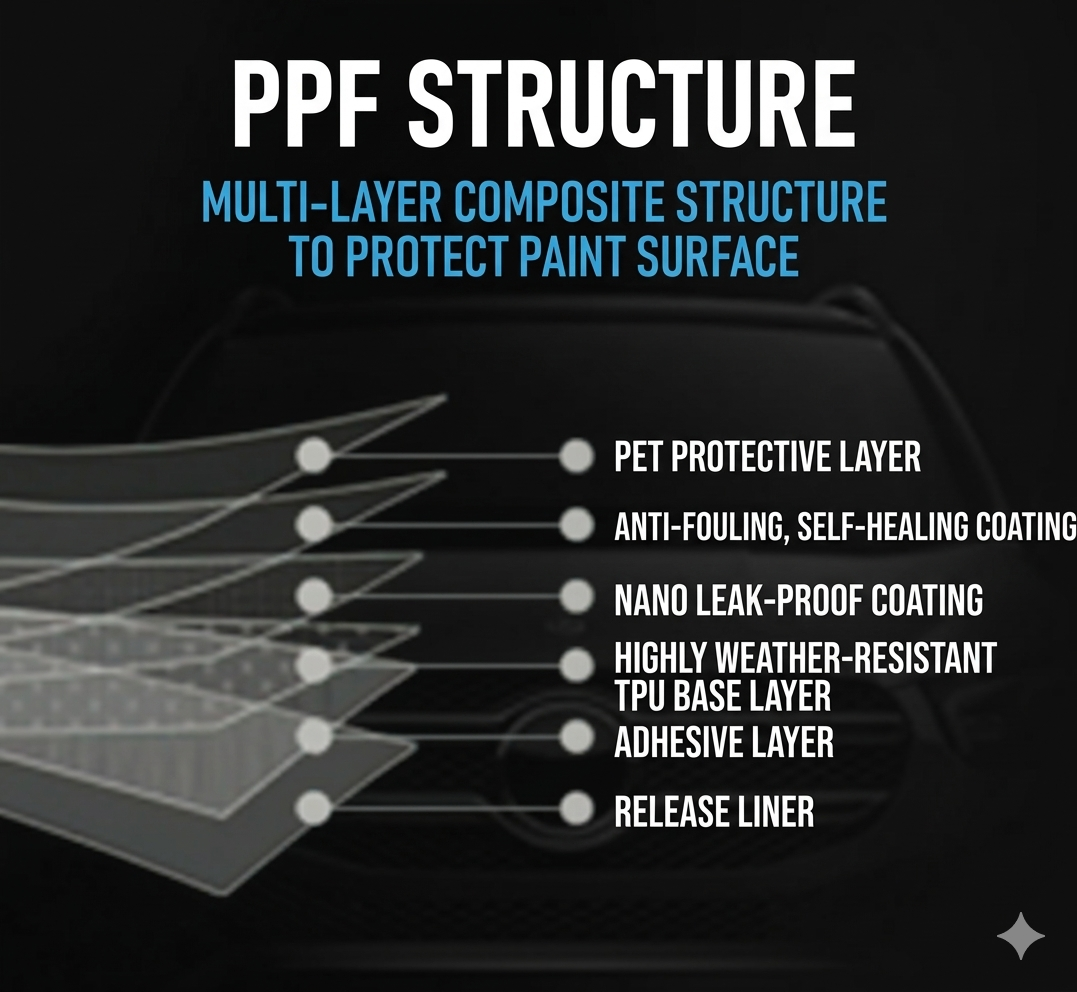
Клей PPF
Я был свидетелем того, как заказ на доработку на сумму 1 640 000 фунтов стерлингов пришлось отменять из-за одной-единственной пропущенной цифры.
Оглавление
Дело не в бракованной партии. Не в смене поставщика. И не в неправильной технологии монтажа. Отсутствовала спецификация по адгезии — цифра, которую обе стороны договора поставки считали зафиксированной где-то в письменном виде, но которой на самом деле не было. Адгезия клея находилась на нижней границе того, что производитель считал приемлемым. Монтажник посчитал это дефектом. Оптовик оказался между двумя сторонами с разными определениями “правильного” и без документа, который бы разрешил эту неоднозначность.
Подобная ситуация повторяется в цепочке поставок ППФ и оконных пленок чаще, чем кто-либо готов признать публично. И я искренне считаю, что причина ее сохранения заключается в том, что спецификация клея — это неудобная тема: она требует от поставщиков озвучивать цифры, которые они предпочли бы оставить неопределенными, а от покупателей — заранее тратить время на технические переговоры, которые, как кажется, можно отложить до тех пор, пока не возникнет реальная проблема.
С этим нельзя тянуть. К моменту, когда проблема проявится, все рычаги воздействия уже будут утрачены.
Почему технические характеристики клеев остаются расплывчатыми — и кому это выгодно
Вот неприятная правда: расплывчатые формулировки в описании продукта почти всегда выгодны скорее поставщику, чем покупателю. “Отличная адгезия”. “Перемещается без остатка”. “Высокая начальная клейкость”. Эти фразы находятся в «серой зоне», где поставщик может поставлять практически что угодно и технически утверждать соответствие требованиям, поскольку соответствие никогда не определялось на основе конкретных измерений.
Между тем монтажная бригада заказчика оценивает реальные эксплуатационные характеристики, сопоставляя их с собственным представлением о том, что означают термины “отличный” и “перемещаемый” — представлением, сформированным на основе опыта работы с любой пленкой, которую они использовали ранее. Другой химический состав клея. Другой профиль клейкости. Другой результат. Те же неопределенные технические характеристики.
Согласно Библиотека опубликованных методик испытаний ASTM International, Характеристики самоклеящегося адгезива можно оценить по как минимум шести независимым параметрам — адгезии при отрыве, начальной адгезии, сопротивлению сдвигу, усилию отрыва, остаточному слою и совместимости с поверхностью — причем для каждого из них предусмотрена своя процедура испытаний и свои численные показатели. В отрасли имеются инструменты для определения всех этих параметров. В большинстве технических паспортов продуктов ни один из них не указан. Именно на эту лакуну и уходит бюджет на доработку.
Тяга: самый недооцененный показатель в технических характеристиках клея
Адгезия — это свойство, характеризующее мгновенное сцепление, возникающее при легком нажатии клея на поверхность подложки до начала полного отверждения. Оно определяет возможность перемещения во время монтажа, начальную фиксацию на сложных геометрических формах, а также то, будет ли пленка скользить, прилипать или отрываться во время нанесения на влажную поверхность.
Однако. Адгезия — это не просто одно число. Это показатель, который в значительной степени зависит от метода испытания, основания, температуры и времени выдержки — именно поэтому указание “хорошая адгезия” в техническом паспорте не несет никакой практической ценности без приложения протокола испытаний.
Существуют два стандартных метода измерения адгезии в системах самоклеящихся материалов: ASTM D2979 (определение адгезии самоклеящихся материалов с помощью прибора с перевернутым зондом) и PSTC-6 (испытание на адгезию с использованием петлевого метода). Они измеряют разные показатели. ASTM D2979 измеряет адгезию с помощью зонда — быстрое сцепление при определенной силе контакта и времени выдержки. Испытание на адгезию с помощью петли измеряет силу, необходимую для отделения петли пленки от подложки после кратковременного контакта. Один и тот же клей. Различные значения клейкости. И если вы сравниваете данные поставщиков, полученные с помощью разных методов — о чем никто никогда прямо не заявляет — вы сравниваете цифры, которые не соотносятся друг с другом.
Для Прозрачная пленка TPU для защиты лакокрасочного покрытия применениях, где технология влажной укладки требует, чтобы пленка свободно скользила по основанию перед разглаживанием ракелем, начальная адгезия в диапазоне 200–400 г/25 мм (PSTC-6, основание из термопластичного полиуретана, 23 °C) — это диапазон, который позволяет аккуратно перемещать пленку без ее преждевременного прилипания. При значениях выше этого диапазона вам придется бороться с пленкой во время позиционирования. Ниже этого диапазона пленка не будет удерживаться на месте во время раскатки ракелем на сложных изгибах. Этот диапазон — от 200 до 400 — должен быть указан в письменной спецификации с указанием метода и основания до отгрузки первого рулона.
Характеристики защитной пленки: параметр, который никто не проверяет, пока она не выйдет из строя
Защитная подложка — бумага или пленка с силиконовым покрытием, защищающая клеевой слой до начала монтажа, — является компонентом, которому уделяется наименьшее внимание во всей системе клея для пленки PPF. И, судя по моему опыту, на неё приходится непропорционально большая доля жалоб по поводу монтажа по сравнению с тем вниманием, которое ей уделяется при обсуждении условий закупки.
Сила отрыва — это измеримое свойство, определяющее, с какой силой подложка отделяется от клея во время монтажа. Слишком высокая сила — при отклеивании подложка сдвигает пленку с места, создавая натяжение на панели, которая только что была правильно установлена. Слишком низкая сила — подложка отклеивается сама по себе при манипуляциях, клей попадает на поверхности, на которые не должен, и монтаж оказывается нарушен еще до начала работы ракелем.
Стандартным испытанием является PSTC-3 (отрыв под углом 180° со скоростью 300 мм/мин, на подложке из нержавеющей стали или пленке). Для применения в автомобильной пленке допустимый диапазон силы отрыва обычно составляет 10–40 г/25 мм при 23 °C — это диапазон, который позволяет чистый, контролируемый отрыв подложки без смещения пленки. Но вот переменная, которая на практике нарушает эту спецификацию: температура. Сила отрыва в системах с подложкой на силиконовой основе значительно увеличивается при низких температурах.Одна и та же прокладка, две температуры, два кардинально разных результата.
20 г/25 мм при 23 °C. Пленка отрывается ровно, без проблем. Та же самая подложка при 10 °C — типичное канадское ноябрьское утро — и показатель составляет 45 г/25 мм. Пленка смещается. Клей загрязняется. Монтажник называет это дефектом продукции. Никто не проверяет температуру в то утро.
Черный цвет «фортепианный» только усугубляет ситуацию. И значительно.
Прозрачная пленка прощает многое. А черный цвет «фортепиано» не прощает ничего. Любое микронапряжение на границе раздела «клей-пленка» при снятии подложки — напряжение, которое невозможно увидеть, почувствовать или измерить без специального прибора — после укладки проявляется в виде дефектов текстуры поверхности при направленном освещении. Это то, что клиент сразу замечает под точечным светом в выставочном зале, и вы не сможете это объяснить.
В технических требованиях предусмотрено измерение силы отрыва при низких температурах. А если в вашей линейке продукции есть изделия с черным глянцевым покрытием, необходимо отдельно указать характеристики отрыва подложки — поскольку последствия для этого покрытия с точки зрения оптических свойств кардинально отличаются от тех, что характерны для прозрачной пленки.
Остатки клея — то есть материал, остающийся на поверхности основания после удаления пленки — — это тот случай, когда технические характеристики клея становятся вопросом юридического и гарантийного характера, а не просто вопросом эксплуатационных свойств. И общее нежелание представителей отрасли фиксировать предельные значения остатков клея в документах является, как я искренне считаю, одной из самых недальновидных с коммерческой точки зрения практик в сфере самоклеящихся пленок.
Испытание на остаточную адгезию проводится в соответствии с методологией ASTM D6252 или PSTC-14: пленка наносится на стандартный субстрат, выдерживается в определенных условиях (обычно 72 часа при 23 °C, 50% относительной влажности, после чего следует выдержка при повышенной температуре 70 °C в течение 24 часов для имитации ускоренного старения), затем пленка удаляется, а подложка осматривается при стандартном освещении на предмет переноса клея. Результат классифицируется следующим образом: отсутствие остатков, небольшие остатки, умеренные остатки, значительные остатки — а для автомобильных покрытий премиум-класса спецификация должна требовать “отсутствия остатков” при всех стандартных условиях выдержки.
Однако большинство спецификаций по остаточным веществам не учитывают поведение материала при длительном воздействии. Пленка, прошедшая 72-часовой тест на остаточные вещества, может не выдержать 3-летнего пребывания на автомобиле под открытым небом, поскольку воздействие ультрафиолета, термоциклирование и миграция пластификаторов (особенно в пленках на основе ПВХ) со временем изменяют химический состав клея. Протокол ускоренного УФ-выветривания по стандарту ASTM G154 — Минимальный срок в 1000 часов для применения на внешних поверхностях автомобилей — должен быть указан в технических характеристиках остаточного слоя, а не только в результатах испытания на первоначальную стойкость. Любой поставщик пленки, который не включает данные об остаточном слое после УФ-облучения в свою документацию по контролю качества, предоставляет вам лишь общие цифры, скрывая более важные данные.
Для цветная PPF-пленка При нанесении плёнок особое внимание следует уделять поведению остатков клея на окрашенных поверхностях под плёнкой — цветные плёнки PPF часто снимают и заменяют, когда заказчик желает изменить отделку, а остатки клея на окрашенной поверхности при снятии плёнки приводят к дополнительным затратам при следующем монтаже. Обязательно оговаривайте это. В письменной форме. С приложением протокола испытаний.
Тестирование совместимости с поверхностями: этап предварительной квалификации, который пропускают большинство оптовых продавцов
Вот один из типичных случаев неудачи, который я неоднократно наблюдал в сетях дистрибуции, в остальном работающих на профессиональном уровне: пленка, которая отлично держится на 95% из представленных на рынке типов подложек, оказывается непригодной для конкретного состава краски OEM-производителя — и об этом никто не догадывается до тех пор, пока монтажник не окажется на месте с автомобилем, стоимость которого значительно превышает сумму контракта на поставку пленки.
Проверка совместимости с поверхностью — это этап предварительной квалификации, позволяющий избежать подобных проблем. При этом именно этот этап пропускают большинство оптовых продавцов, поскольку он требует времени, образцов оснований и документированного протокола, который пока еще никто не разработал.
Стандартный подход: нанесите пленку на панель целевого основания (заводская краска, стекло, обтяжка из углеродного волокна, пленка для удаления хромированных элементов — независимо от поверхности нанесения), выдержите в течение 24 часов при температуре 23 °C, а затем оцените адгезию, возможность повторного позиционирования и остатки в соответствии с методами, описанными выше. Для применения на автомобилях премиум-класса продлите время выдержки до 30 дней и добавьте испытание на термоциклирование (10 циклов от -20 °C до 70 °C) перед оценкой остатков. Этот протокол выявляет проблемы с совместимостью, которые упускаются при 24-часовом тестировании.
Стандарт ASTM International D3330 по адгезии при отрыве представляет собой базовую методику измерения адгезии с учетом особенностей подложки — для поверхностей автомобильных финишных покрытий оригинального производителя (OEM) обычно требуется показатель 8–20 Н/25 мм при отрыве под углом 180° со скоростью 300 мм/мин. При значении ниже 8 пленка не сохранит адгезию на вертикальных поверхностях при термоциклировании. При значении выше 20 удаление без остатка становится ненадежным на более мягких составах краски.
Анализ системы управления качеством за 2023 год, проведенный ASQ (Американское общество качества) было установлено, что споры по поводу совместимости поверхностей при нанесении пленок и покрытий разрешались на 681 % быстрее в тех случаях, когда имелись данные предварительных испытаний, по сравнению с ситуациями, когда совместимость предполагалась исключительно на основании категории продукта. Данные предварительных испытаний — это не просто защита от неудач, но и важный аргумент при разрешении споров, когда, несмотря на все усилия, что-то идет не так.
Технические характеристики клея PPF: Справочная таблица предельных значений эксплуатационных характеристик
Параметр
Метод испытания
Допустимый диапазон (автомобильная пленка для защиты лакокрасочного покрытия)
Красный флаг
Начальная адгезия (23 °C)
PSTC-6, подложка из нержавеющей стали
200–400 г/25 мм
500 г/25 мм
Прочность на отрыв (180°, 24 ч)
ASTM D3330
8–20 Н/25 мм
<6 N/25 мм (риск подъема)
Усилие отрыва (23 °C)
PSTC-3, 300 мм/мин
10–40 г/25 мм
>50 г/25 мм
Усилие отрыва (5 °C)
PSTC-3, 300 мм/мин
15–55 г/25 мм
>65 г/25 мм
Остаток (выдержка 72 часа)
ASTM D6252
Передача не производится
Любые видимые остатки
Остаток (после УФ-старения)
ASTM G154 + D6252
Передача не производится
Любые видимые остатки
Сопротивление сдвигу
ASTM D3654
>10 000 мин при нагрузке 1 кг
менее 5 000 мин
Совместимость с поверхностями
Стандарт ASTM D3330 для оригинальных лакокрасочных материалов
8–20 Н/25 мм
22 Н/25 мм
Эти диапазоны являются ориентировочными пороговыми значениями для стандартных алифатических полиуретановых защитных пленок (TPU PPF) на автомобильных основаниях. При использовании в специальных условиях — на текстурированных поверхностях, матовой краске, углеродном волокне — необходимо проводить независимые испытания на совместимость с учетом этих базовых значений, а не исходить из предположения об их эквивалентности.
A Анализ урегулирования споров в сфере цепочек поставок за 2023 год, упомянутый в материалах Bloomberg, посвященных производственной отрасли было установлено, что споры по поводу внешнего вида и адгезии в сегменте автомобильных пленок, дошедшие до официального арбитража, решались в среднем за 8,3 месяца в тех случаях, когда документация носила неофициальный характер, в то время как при наличии у обеих сторон подписанных, прошедших контроль версий спецификаций с указанием конкретных методов испытаний срок разрешения спора составлял 2,1 месяца. Это шесть месяцев оборотных средств, замороженных в споре, который можно было бы предотвратить с помощью документа или разрешить за несколько недель.
Часто задаваемые вопросы о клеях PPF
Что такое технические характеристики клея для PPF и почему они важны?
Технические условия на клей для защитной пленки (PPF) представляют собой письменный документ, подписанный обеими сторонами, в котором определены измеримые пороговые значения эксплуатационных характеристик — в том числе начальная адгезия в г/25 мм в соответствии со стандартом PSTC-6, адгезия при отрыве в Н/25 мм в соответствии со стандартом ASTM D3330, усилие отрыва в соответствии со стандартом PSTC-3, а также результаты по остаткам в соответствии с ASTM D6252 — для системы самоклеящегося адгезива в пленке для защиты лакокрасочного покрытия, предоставляя обязательные к исполнению критерии приемки, по которым как поставщик, так и оптовик могут проводить независимые испытания для однозначного разрешения споров, связанных с установкой. Без конкретных числовых пороговых значений и указанных методов испытаний заявления о характеристиках клея в технических паспортах продуктов не имеют юридической силы и бесполезны с коммерческой точки зрения в контексте споров.
Как измеряется адгезия в системах клеев для пленки PPF?
Сцепление в системах клеев для пленки PPF измеряется либо по стандарту ASTM D2979 (метод измерения сцепления с помощью щупа, при котором измеряется мгновенное сцепление при заданном усилии контакта и времени выдержки в граммах на 25 мм), либо по стандарту PSTC-6 (метод «петлевой адгезии», измеряющий силу отделения после кратковременного контакта с подложкой), причем оба метода требуют указания материала подложки, температуры испытания и условий контакта, поскольку значения адгезии значительно различаются в зависимости от метода и не поддаются сравнению без подтверждения используемого протокола.
Какие характеристики силы отрыва подходят для автомобильной пленки PPF?
Согласно стандарту PSTC-3, оптимальное усилие отрыва для подложек систем полимерной пленки для автомобилей составляет 10–40 г/25 мм при температуре 23 °C (отрыв под углом 180° со скоростью 300 мм/мин) — этот диапазон обеспечивает контролируемое снятие подложки без самопроизвольного отрыва пленки при манипуляциях или чрезмерного сопротивления, которое может сместить установленную пленку во время монтажа. Для дистрибьюторских сетей, охватывающих рынки, где температура установки регулярно опускается ниже 15 °C, требуется дополнительное измерение силы отрыва при низкой температуре (5 °C) с допустимым диапазоном 15–55 г/25 мм, поскольку системы подложки на силиконовой основе значительно увеличивают усилие отрыва при низких температурах, что не отражено в спецификации для комнатной температуры.
Как следует определять допустимые пределы остатков клея для пленки PPF?
Проверка совместимости с поверхностями не представляет собой сложной процедуры. Пленку наносят на реальную поверхность — заводскую краску, стекло, хромированные детали, углеродное волокно — выдерживают, а затем проверяют адгезию при отрыве (ASTM D3330), остаточные следы (ASTM D6252) и возможность повторного наклеивания, прежде чем продукт поступит на автомобиль клиента. Исследование ASQ 2023 года показало, что споры по поводу совместимости разрешаются на 68% быстрее, когда имеются данные предварительной квалификации. Это немало.
Большинство оптовиков пропускают этот этап. А потом обнаруживают это уже во время установки на автомобиле стоимостью 1 620 000 тенге.
Три меры, позволяющие быстро сократить затраты на доработку. Составьте базовые технические требования — адгезия при прилипании, усилие отрыва, адгезия при отрыве, остаточные вещества — до отгрузки первой партии, а не после поступления первой жалобы. Требуйте от поставщика данные испытаний на уровне партии, а не средние показатели по SKU, поскольку средние значения скрывают отклонения, приводящие к нестабильному качеству монтажа. И проверяйте совместимость поверхностей для каждой новой категории оснований перед выходом на рынок. Испытание по стандарту ASTM D3330 при отрыве под углом 180°. Целевое значение для автомобильного верхнего слоя — 8–20 Н/25 мм. Если показатели выходят за пределы этого диапазона, при удалении наклейки возникает либо отслоение, либо остаются следы.
Пределы остаточной адгезии для пленки PPF должны определяться как “отсутствие видимого переноса” в соответствии с методикой ASTM D6252 после как стандартного 72-часового выдерживания при 23 °C и относительной влажности 50–100 %, так и цикла ускоренного старения — обычно 70 °C в течение 24 часов для имитации термического воздействия, с последующим 1000-часовым УФ-воздействием по ASTM G154 — поскольку при первоначальных испытаниях на остатки клея через 72 часа часто проходят продукты, которые выходят из строя в реальных условиях эксплуатации при 2–3-летнем пребывании автомобиля на открытом воздухе, особенно в системах клеев на основе ПВХ, где воздействие УФ-излучения изменяет химический состав клея таким образом, что краткосрочные испытания этого не показывают. Что такое испытание на совместимость поверхностей для клея PPF и почему это важно?
Что такое тестирование совместимости клея для пленки PPF с поверхностью и почему это важно?
Испытание на совместимость с поверхностями для клея пленки PPF представляет собой протокол предварительной квалификации, в ходе которого пленка наносится на конкретные целевые подложки — заводские лакокрасочные составы, стекло, пленка для удаления хромированных элементов, обтяжки из углеродного волокна — и измеряет адгезию при отрыве по стандарту ASTM D3330, количество остатка по стандарту ASTM D6252 и возможность повторного позиционирования после определенных условий выдержки, прежде чем пленка поступит на рынок или в категорию применения, чтобы выявить сбои адгезии, специфичные для конкретных подложек, до того, как они достигнут автомобилей клиентов, а не обнаруживать их во время установки. Исследование ASQ по управлению качеством 2023 года показало, что споры по поводу совместимости разрешаются на 68% быстрее при наличии данных предварительной квалификации по сравнению с предположениями о совместимости, основанными исключительно на категории продукта.
Как снизить затраты на доработку за счет правильного подбора характеристик клея для PPF?
Сокращение затрат на доработку PPF за счет правильного подбора клея требует выполнения трёх последовательных шагов:
Во-первых, разработайте письменные базовые технические требования, охватывающие адгезию при прилипании, усилие отрыва, адгезию при отрыве и остаточные вещества, до отгрузки первой партии продукции — а не после поступления первой жалобы; во-вторых, требуйте от поставщика данные испытаний на уровне партии по каждому параметру в соответствии с указанными методами ASTM или PSTC, поскольку средние показатели на уровне SKU маскируют различия между партиями, которые приводят к нестабильным результатам при установке; в-третьих, перед полномасштабным выпуском на рынок проведите предварительную оценку совместимости поверхности для любой новой категории оснований, используя методику отрыва по ASTM D3330 при 180°, чтобы подтвердить, что диапазон адгезии находится в пределах 8–20 Н/25 мм, подходящих для поверхностей автомобильных финишных покрытий.