Top Automotive Film Supplier and OEM/ODM Manufacturer – KeenTop
Built for B2B: stable supply, flexible customization, and technical support across PPF, automotive window films, architectural films, and functional films—helping partners improve delivery efficiency and ROI.
PPF Adhesive Systems: How To Specify Tack, Release, and Residue Limits-2026
I’ve seen a $40,000 rework order traced back to a single missing number.
Table of Contents
Not a bad batch. Not a supplier change. Not improper installation technique. A missing tack specification — a number that everyone on both sides of the supply agreement assumed existed in writing somewhere, and didn’t. The adhesive performed at the low end of what the manufacturer considered acceptable. The installer considered it a defect. The wholesaler was caught between two parties with different definitions of “correct” and no document that resolved the ambiguity.
That situation repeats itself across the PPF and window film supply chain more often than anyone wants to admit publicly. And I frankly believe the reason it persists is that adhesive specification is uncomfortable territory — it requires suppliers to commit to numbers they’d rather keep vague, and it requires buyers to invest time upfront in a technical conversation that feels like it could wait until there’s actually a problem.
It can’t wait. By the time the problem arrives, the leverage is gone.
Why Adhesive Specs Stay Vague — And Who That Serves
Here’s the ugly truth: vague adhesive language on a product datasheet almost always benefits the supplier more than the buyer. “Excellent adhesion.” “Repositionable without residue.” “Strong initial tack.” These phrases exist in a gray zone where the supplier can ship almost anything and technically claim compliance, because compliance was never defined against a measurement.
The buyer’s installation team, meanwhile, is running real-world performance against a mental model of what “excellent” and “repositionable” mean — a mental model formed from their experience with whatever film they used before. Different adhesive chemistry. Different tack profile. Different outcome. Same undefined spec.
According to ASTM International’s published test methodology library, pressure-sensitive adhesive performance is measurable across at least six independent parameters — peel adhesion, tack, shear resistance, release force, residue, and surface compatibility — each with its own test procedure and its own numeric output. The industry has the tools to specify all of them. Most product datasheets specify none of them. That gap is where the rework budget goes.
Tack: The Most Misunderstood Number in Adhesive Specification
Tack is the first contact property — the immediate bond formation when the adhesive touches a substrate under light pressure, before the full cure-out process begins. It determines repositionability during installation, initial hold on complex geometry, and whether the film slides, grabs, or lifts during the wet application process.
But. Tack is not a single number. It’s a measurement that depends heavily on the test method, the substrate, the temperature, and the dwell time — which is exactly why “good tack” on a spec sheet is functionally meaningless without a test protocol attached.
The two standard methods for measuring tack in PSA systems are ASTM D2979 (Pressure-sensitive tack of adhesives using an inverted probe machine) and PSTC-6 (Loop tack test). They measure different things. ASTM D2979 measures probe tack — quick-stick adhesion under defined contact force and dwell time. Loop tack measures the force required to separate a loop of film from a substrate after brief contact. Same adhesive. Different tack values. And if you’re comparing supplier data across methods — which nobody ever explicitly states they’re doing — you’re comparing numbers that don’t correspond.
For TPU clear paint protection film applications, where wet installation technique requires the film to slide freely on the substrate before squeegee-out, initial tack in the 200–400 g/25mm range (PSTC-6, Thermoplastic Polyurethane substrate, 23°C) is the window that allows clean repositioning without the film grabbing prematurely. Above that range and you’re fighting the film during positioning. Below it and the film won’t hold position during squeegee application on complex curves. That range — 200 to 400 — needs to be in the written specification, with the method and substrate named, before the first roll ships.
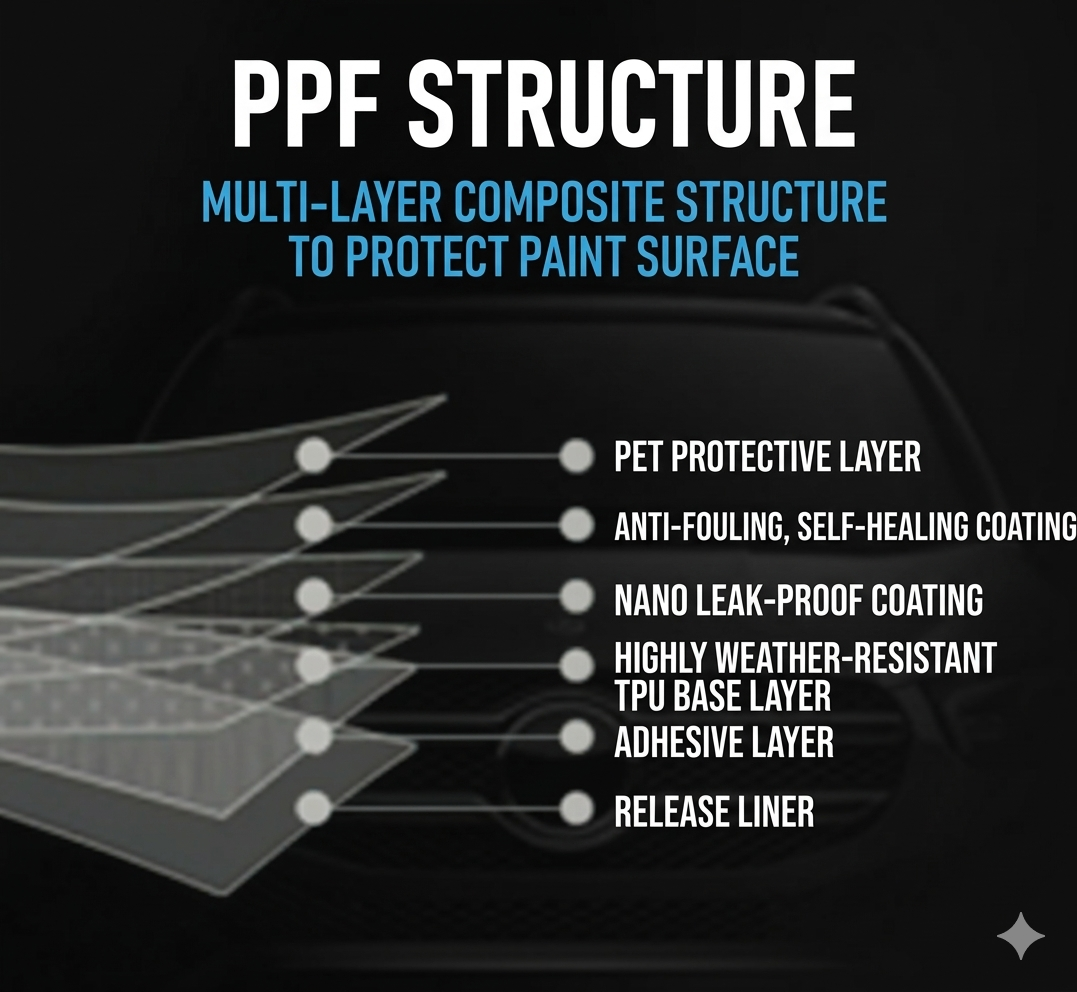
Release Liner Performance: The Variable Nobody Specs Until It Fails
The release liner — the silicone-coated paper or film backing that protects the adhesive layer before installation — is the most under-specified component in the entire PPF adhesive system. And from my experience, it generates a disproportionate share of installation complaints relative to how much attention it receives in procurement conversations.
Release force is the measurable property that determines how the liner separates from the adhesive during installation. Too high — the liner pulls the film out of position as it’s peeled, introducing tension into a panel that was just positioned correctly. Too low — the liner releases spontaneously during handling, the adhesive contacts surfaces it shouldn’t, and the installation is compromised before squeegee work begins.
The standard test is PSTC-3 (180° peel at 300 mm/min, stainless steel or film substrate). For automotive film applications, the acceptable release force window is typically 10–40 g/25mm at 23°C — a range that allows clean, controlled liner removal without film displacement. But here’s the variable that breaks this spec in practice: temperature. Release force in silicone-based liner systems increases significantly at low temperatures.The same gasket, two temperatures, two drastically different performances.
20 g/25mm at 23°C. Clean pull, no drama. Same liner at 10°C — a standard Canadian November morning — and you’re at 45 g/25mm. Film shifts. Adhesive contaminates. Installer calls it a product defect. Nobody checks the temperature that morning.
Piano black makes this worse. Much worse.
Clear film forgives a lot. Piano black forgives nothing. Any micro-stress at the adhesive-film interface during liner removal — stress you can’t see, can’t feel, can’t measure without the right instrument — shows up as surface texture artifacts under directional lighting after installation. The kind of thing a client notices immediately under a showroom spot and you can’t explain away.
The spec needs a cold-temperature release force measurement. And if piano black is in your product line, it needs liner release behavior called out separately — because the optical consequences on that finish are in a different category from clear film entirely.
Residue Limits: The Specification That Protects Your Warranty
Adhesive residue — the material left on a substrate surface after film removal — is where adhesive specification becomes a legal and warranty question rather than just a performance question. And the industry’s general reluctance to put residue limits in writing is, I frankly believe, one of the most commercially shortsighted practices in the PSA film space.
Residue testing follows ASTM D6252 or PSTC-14 methodology — the film is applied to a standard substrate, dwelled under defined conditions (typically 72 hours at 23°C, 50% RH, followed by an elevated temperature soak at 70°C for 24 hours to simulate accelerated aging), then removed and the substrate examined under standardized lighting for adhesive transfer. The result is categorical: no residue, light residue, moderate residue, heavy residue — and for premium automotive applications, the specification should require “no residue” under all standard dwell conditions.
But the variable that most residue specs miss is long-term dwell behavior. A film that passes a 72-hour residue test may fail at 3 years of outdoor exposure on a vehicle, because UV exposure, thermal cycling, and plasticizer migration (in PVC-based films specifically) change the adhesive chemistry over time. The ASTM G154 accelerated UV weathering protocol — 1,000 hours minimum for automotive exterior applications — needs to be part of the residue specification, not just the initial dwell test. Any film supplier who doesn’t include post-UV residue data in their QC package is giving you the easy number and hiding the consequential one.
For color PPF film applications, residue behavior on painted surfaces under the film is particularly critical — color PPF is often removed and replaced when the client wants a finish change, and adhesive residue on the paint surface at removal is a direct cost to the next installation. Specify it. In writing. With a test method attached.
Surface Compatibility Testing: The Pre-Qualification Step Most Wholesalers Skip
Here’s a failure mode I’ve watched happen repeatedly across distribution networks that are otherwise running professional operations: a film that performs perfectly on 95% of the substrate types in the market fails on a specific OEM paint formulation — and nobody finds out until the installer is on-site with a vehicle worth significantly more than the film contract.
Surface compatibility testing is the pre-qualification step that prevents this. It’s also the step that most wholesalers skip because it requires time, substrate samples, and a documented protocol that nobody has built yet.
The standard approach: apply the film to a panel of the target substrate (OEM paint, glass, carbon fiber wrap, chrome delete film — whatever the application surface is), dwell for 24 hours at 23°C, then evaluate adhesion, repositionability, and residue per the methods above. For premium vehicle applications, extend the dwell to 30 days and add a thermal cycle test (10 cycles from -20°C to 70°C) before the residue evaluation. That protocol catches the compatibility failures that 24-hour testing misses.
ASTM International’s D3330 peel adhesion standard provides the baseline methodology for substrate-specific adhesion measurement — the number you’re looking for on OEM automotive topcoat surfaces is typically 8–20 N/25mm at 180° peel, 300 mm/min. Below 8 and the film won’t maintain adhesion on vertical surfaces under thermal cycling. Above 20 and removal without residue becomes unreliable on softer paint formulations.
A 2023 quality management analysis by ASQ (American Society for Quality) found that surface compatibility disputes in film and coating applications resolved 68% faster when pre-qualification test data existed versus when compatibility was assumed from product category alone. Pre-qualification data isn’t just protection against failures — it’s leverage in dispute resolution when something goes wrong despite best efforts.
These ranges are reference thresholds for standard aliphatic TPU PPF on automotive substrates. Specialty applications — textured surfaces, matte paint, carbon fiber — require independent compatibility testing against these baselines rather than assumption of equivalence.
A 2023 supply chain dispute resolution analysis cited in Bloomberg’s manufacturing coverage found that appearance and adhesion disputes in the automotive film category that reached formal arbitration took an average of 8.3 months to resolve when documentation was informal, versus 2.1 months when both parties had signed, revision-controlled specification documents with named test methods. That’s six months of working capital tied up in a dispute that a document could have prevented or resolved in weeks.
Frequently Asked Questions about PPF Adhesive
What is a PPF adhesive specification and why does it matter?
A PPF adhesive specification is a written, bilaterally signed document that defines measurable performance thresholds — including tack in g/25mm per PSTC-6, peel adhesion in N/25mm per ASTM D3330, release force per PSTC-3, and residue results per ASTM D6252 — for the pressure-sensitive adhesive system in a paint protection film, providing enforceable acceptance criteria that both supplier and wholesaler can test against independently to resolve installation disputes without ambiguity. Without specific numeric thresholds and named test methods, adhesive performance claims on product datasheets are legally unenforceable and commercially useless in dispute contexts.
How do you measure tack in PPF adhesive systems?
Tack in PPF adhesive systems is measured using either ASTM D2979 (probe tack method, measuring quick-stick adhesion under defined contact force and dwell time in grams per 25mm) or PSTC-6 (loop tack method, measuring separation force after brief substrate contact), with both methods requiring specification of substrate material, test temperature, and contact conditions because tack values differ significantly across methods and cannot be compared without confirming the protocol used.
What release force specification is appropriate for automotive PPF?
Appropriate release force for automotive PPF liner systems is 10–40 g/25mm at 23°C per PSTC-3 (180° peel at 300 mm/min) — a range that allows controlled, film-stable liner removal without spontaneous release during handling or excessive resistance that displaces positioned film during installation. For distribution networks covering markets with installation temperatures regularly below 15°C, a supplemental low-temperature release force measurement at 5°C is required, with an acceptable range of 15–55 g/25mm, because silicone-based liner systems increase release force significantly at low temperatures in ways the room-temperature specification doesn’t capture.
How should adhesive residue limits be specified for PPF?
Surface compatibility testing isn’t complicated. You apply the film to the actual substrate — OEM paint, glass, chrome delete, carbon fiber — dwell it, then check peel adhesion (ASTM D3330), residue (ASTM D6252), and repositionability before the product ever reaches a client vehicle. ASQ’s 2023 research found compatibility disputes resolved 68% faster when pre-qualification data existed. That’s not a small number.
Most wholesalers skip this step. Then they find out on a $200,000 vehicle during installation.
Three things cut rework costs fast. Write baseline specs — tack, release force, peel adhesion, residue — before the first run ships, not after the first complaint. Require lot-level test data from your supplier, not SKU averages, because averages hide the variation that causes inconsistent installs. And run surface compatibility on every new substrate category before market entry. ASTM D3330 at 180° peel. Target 8–20 N/25mm on automotive topcoat. Outside that window and you’re either getting lift or residue at removal.
Adhesive residue limits for PPF should be specified as “no visible transfer” under ASTM D6252 methodology after both a standard 72-hour dwell at 23°C/50% RH and an accelerated aging sequence — typically 70°C for 24 hours to simulate thermal exposure, followed by 1,000 hours ASTM G154 UV weathering — because initial residue tests at 72 hours frequently pass products that fail at real-world dwell conditions of 2–3 years of outdoor automotive exposure, particularly in PVC-based adhesive systems where UV exposure changes the adhesive chemistry in ways short-term testing doesn’t reveal. What is surface compatibility testing for PPF adhesive and why does it matter?
What is surface compatibility testing for PPF adhesive and why does it matter?
Surface compatibility testing for PPF adhesive is a pre-qualification protocol that applies the film to specific target substrates — OEM paint formulations, glass, chrome delete film, carbon fiber wraps — and measures peel adhesion per ASTM D3330, residue per ASTM D6252, and repositionability after defined dwell conditions, before the film enters a market or application category, to identify substrate-specific adhesion failures before they reach client vehicles rather than discovering them during installation. ASQ’s 2023 quality management research found compatibility disputes resolved 68% faster when pre-qualification data existed versus compatibility assumed from product category alone.
How do I reduce rework costs through better PPF adhesive specification?
Reducing PPF rework costs through adhesive specification requires three sequential steps:
Firstly, establish written baseline specifications covering tack, release force, peel adhesion, and residue before the first production run ships — not after the first complaint; secondly, require lot-level test data from your supplier for each parameter against named ASTM or PSTC methods, because SKU-level averages mask the lot-to-lot variation that produces inconsistent installation performance; thirdly, run a surface compatibility pre-qualification for any new substrate category before full market deployment, using the ASTM D3330 peel methodology at 180° to confirm the adhesion window is within the 8–20 N/25mm range appropriate for automotive topcoat surfaces.