Top Automotive Film Supplier and OEM/ODM Manufacturer – KeenTop
Top Automotive Film Supplier and OEM/ODM Manufacturer – KeenTop Built for B2B: stable supply, flexible customization, and technical support across PPF, automotive window films, architectural films, and industrial valves—helping partners improve delivery efficiency and ROI.
Wholesale Paint Protection Film Quality Checklist 2026: Specs that Prevent Returns
Table of Contents
Returns get expensive. I’m not talking about the obvious stuff like shipping damage or a newbie installer stretching a roll like it’s vinyl wrap—those are loud, easy failures; the quiet ones are worse, because they pass inbound inspection, install “fine,” and then six weeks later you’re eating RMAs, chargebacks, and a slow bleed of trust across your installer network. And here’s the uncomfortable question: are you buying film, or are you buying variability?
The hard truth: “PPF quality” is mostly supply-chain math
Wholesalers love to argue over brand names. I get it. Brand is a shortcut for risk.
But the cold reality is that paint protection film is now big business, and big business attracts corners being cut. In XPEL’s SEC filings, paint protection film alone is shown as $226.7M in 2024 (vs $229.9M in 2023) and still over half of total revenue. That’s not a boutique niche; it’s an industry that can absorb a lot of mediocre production without blinking—right up until the returns come home. XPEL revenue breakdown (SEC filing) (SEC)
So if you want fewer returns, stop asking suppliers for “premium TPU.” Start asking for benchmarks and tolerances.
Checklist mindset: spec what causes returns, not what looks good on a datasheet
When installers complain, they usually say one of five things:
“Edges lifted.”
“It hazed.”
“It yellowed.”
“It scratched too easily.”
“Adhesive left junk behind.”
Those are not mysteries. They are measurable.
And yes, I’m going to be blunt: if your purchase order doesn’t force measurable targets, you’re funding the supplier’s learning curve.
1) Thickness: mil vs microns, and the tolerance nobody wants to disclose
Thickness is the first spec everyone asks about and the first spec suppliers wiggle on.
Why? Because gauge control costs money.
1 mil = 25.4 µm (memorize it; it ends arguments fast).
Typical wholesale TPU PPF sits in the 6–8 mil (150–200 µm) neighborhood, but the real risk is roll-to-roll and edge-to-center variance.
What I look for in a buyer’s spec:
Nominal thickness plus tolerance (example: 7.5 mil ± 0.2 mil)
Sampling plan (how many points across the web; how many meters into the roll)
If you don’t lock this down, you get the classic failure: installers recalibrate their stretch and squeegee pressure per roll. That’s when edge lift starts pretending it’s “installer error.”
2) TPU chemistry: aliphatic vs aromatic isn’t trivia, it’s your yellowing budget
If you sell “high impact TPU PPF” into sunny regions and you don’t pin down chemistry, you’re gambling.
Aromatic TPU tends to yellow faster under UV exposure than aliphatic TPU (the chemistry is simply more vulnerable to UV-driven reactions).
The topcoat can hide this for a while. Then it can’t.
If you want to get serious, ask suppliers for:
Polymer family declaration (aliphatic vs aromatic)
Additive package disclosure at least at the category level (UV absorbers, HALS)
A basic FTIR fingerprint per production lot (yes, it’s annoying; that’s why it works)
Scientific work on polymer aging keeps reinforcing the same theme: UV exposure changes polymer structure and properties, and those changes show up as surface defects and performance loss long before the roll “looks bad” in a warehouse. PubMed-indexed research on polyurethane/polyurea coatings, for example, tracks structural change across natural exposure and accelerated UV aging. Polyurethane/polyurea coating aging study (2023) (PubMed)
3) Self-healing topcoat: define the recovery test, not the marketing phrase
“Self-healing” is a promise. You need it to be a measurement.
A topcoat can be:
Too soft (looks great in demos, scratches in real life)
Too hard (resists scratches, but doesn’t “heal”)
Chemically inconsistent (varies by lot; this is a hidden return generator)
If the supplier refuses to name a method, they’re not selling you self-healing. They’re selling you a story.
If you need product pages that match the “self-healing” spec language you should be buying to, keep your internal catalog aligned—e.g., your own premium self-healing TPU color PPF listing should map to testable recovery and scratch thresholds, not vibe. Wholesale premium self-healing TPU color PPF
4) Hydrophobic top coat: “easy clean” is a returns topic, not a luxury feature
Installers don’t just get blamed for adhesion. They get blamed for appearance.
Test conditions (drop volume, surface cleaning protocol)
And yes, hydrophobic layers can degrade. If you want a reminder that UV-aged TPU behaves differently at the surface, look at research on UV-aged TPU showing measurable chemical and surface changes after aging, which can translate into performance shifts and contamination behavior. UV-aged TPU chemistry changes (Environ Pollut, 2024) (PubMed)
5) Adhesive and liner: where “installer error” gets laundered
If you want fewer returns, stop treating adhesive like an afterthought.
What causes the nastiest disputes:
Residue on removal (body shop nightmares)
Cold-flow at edges (looks like lift, behaves like creep)
Initial tack too high (install becomes a fight; film gets overworked)
Minimum spec language I’d put in any wholesale PO:
Adhesive type (acrylic PSA is common, but specify grade expectations)
Peel strength window (too high is bad, too low is bad)
Adhesive coatweight range
Liner release force and consistency
If your catalog includes clear PPF transparent PPF, make sure the listing doesn’t just say “strong adhesive”—that phrase is how you buy chargebacks. Clear PPF transparent PPF
UV aging control: stop buying “10-year” claims without test conditions
Want to know why warranty talk is cheap? Because most warranty claims are fought over what “normal use” means, not whether the film failed.
If you want a defensible benchmark, anchor your spec to recognized exposure methods:
ISO 4892-3:2024 specifies methods for exposing plastics to fluorescent UV lamp radiation, heat, and water in lab equipment designed to simulate weathering effects. ISO 4892-3:2024 summary (ISO)
Don’t just cite the standard. Define the outcome:
Color shift: ΔE*ab ≤ 2.0 after X hours
Gloss retention: ≥85% at 60° after X hours
Tensile/elongation retention: ≥90% of baseline
Haze increase: ≤ Y%
If your supplier can’t produce a UV aging report tied to a named method, you’re not buying durability—you’re buying hope.
The table wholesalers should actually use (and enforce)
A habit of blaming materials first (sometimes unfairly, sometimes accurately)
So your job is to make disputes boring:
Every roll is lot-traced
Every lot has a COA
Every COA references the same test methods
Every rejection is tied to a measurable miss, not a vibe
This is also why color and finish SKUs need tighter control. If you sell stylized films like glossy black piano black TPU PPF, minor gloss variation turns into “the supplier changed something,” and returns follow. Glossy black piano black TPU PPF film
And yes, cross-selling matters. If your buyer is stocking PPF and also building an installer bundle with tint, keep the same discipline: measurable heat rejection claims, stable adhesive behavior, and clear warranty terms. Your internal page for nano-ceramic window tint film (solar) should be held to the same standard of testable claims, because “bundle chargebacks” don’t care which SKU triggered the fight. Nano-ceramic window tint film (solar)
FAQs (built for procurement teams and installer support)
What thickness should wholesale paint protection film be?
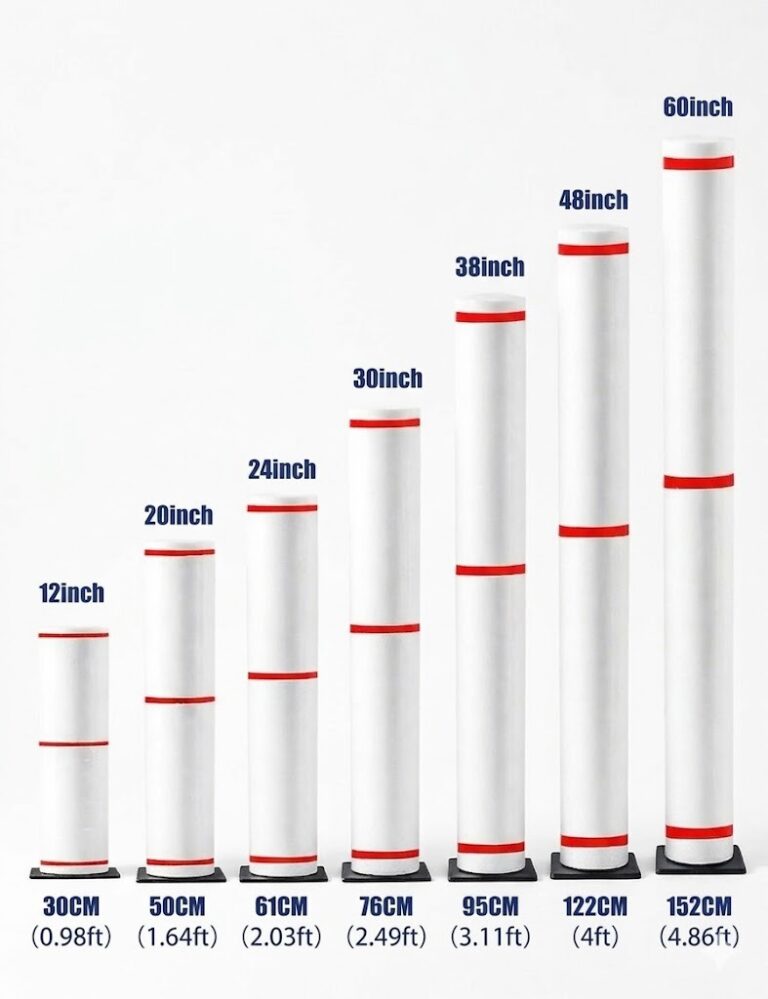
Paint protection film thickness is the total caliper of the TPU face film plus topcoat and adhesive, typically sold in 6–8 mil (150–200 µm) ranges; for wholesale QC, the spec must include tolerance (for example ±0.2 mil), the measurement pressure, and the sampling plan so installers don’t get “mystery stretch” from roll to roll. After that, pick thickness based on install style: thicker films can resist impacts but may fight tight recesses, while thinner films conform easier but punish poor gauge control.
What is a self-healing topcoat in TPU paint protection film?
A self-healing topcoat is a thin, crosslinked polymer layer (often polyurethane-based) engineered to flow and re-level under mild heat so light swirls disappear; in procurement, it’s defined by measurable recovery after controlled abrasion and a specified temperature/time cycle, not by marketing words like “nano” or “ceramic.” If the supplier can’t name the abrasion method and the recovery condition, treat “self-healing” as non-verifiable.
How do I verify UV resistance and anti-yellowing claims for PPF?
UV resistance in TPU PPF is the film’s ability to retain color, gloss, and mechanical properties after standardized light exposure; buyers should define it with an accelerated protocol (ASTM G154 or ISO 4892-3), clear endpoints (ΔE color shift, gloss retention, tensile/elongation retention), and a pass/fail threshold tied to the film’s intended service life. If the test report doesn’t list cycle details, hours, and instruments, it’s not procurement-grade evidence.
Does a hydrophobic top coat actually reduce returns?
A hydrophobic top coat is a low-surface-energy layer that increases water contact angle and reduces contamination adhesion, which translates into easier maintenance and fewer ‘looks dirty’ complaints; in wholesale terms, it’s not binary, so specify a minimum static contact angle (for example ≥100°) and define how it’s measured and aged. Also require retention after UV aging, because “new roll hydrophobic” is not the same as “installed film stays hydrophobic.”
How do wholesalers prevent returns when selling to installer networks?
Preventing installer-driven returns means controlling variability across rolls and lots through documented specs, incoming inspection, and a dispute workflow; the definition is a system that links each shipped roll to a COA, defines objective acceptance criteria (including UV-aging and topcoat recovery), and sets installer handling rules so failures aren’t blamed on the film by default. The best wholesalers don’t “win arguments”—they remove ambiguity so arguments don’t start.
Conclusion
If you want, we can convert the table above into a PO-ready spec sheet aligned to your catalog SKUs—especially your clear TPU paint protection film line, your self-healing color PPF offerings, and higher-risk finish films like piano black TPU PPF. Start by mapping your current products here: